近年、製造業において生産性向上の重要なテーマの一つが「サイクルタイムの短縮」です。
設備の動作を少しでも早くすることができれば、装置全体の生産能力向上につながります。
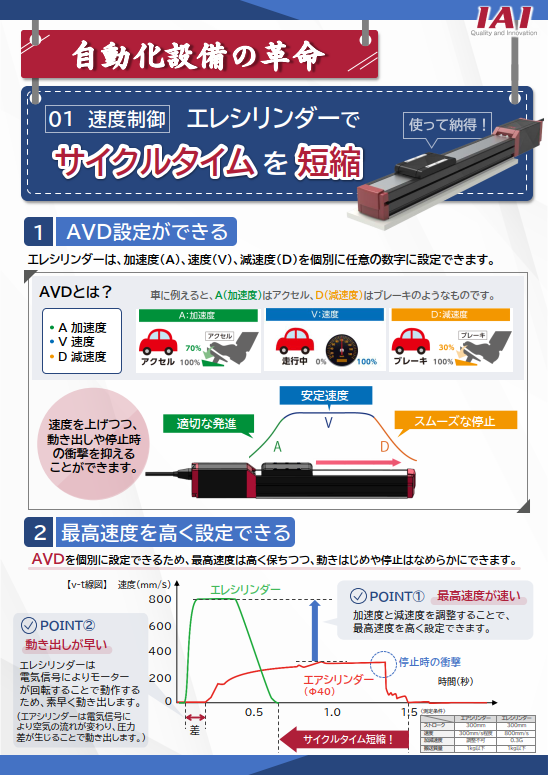
その解決策の一つとして注目されているのがエレシリンダーです。
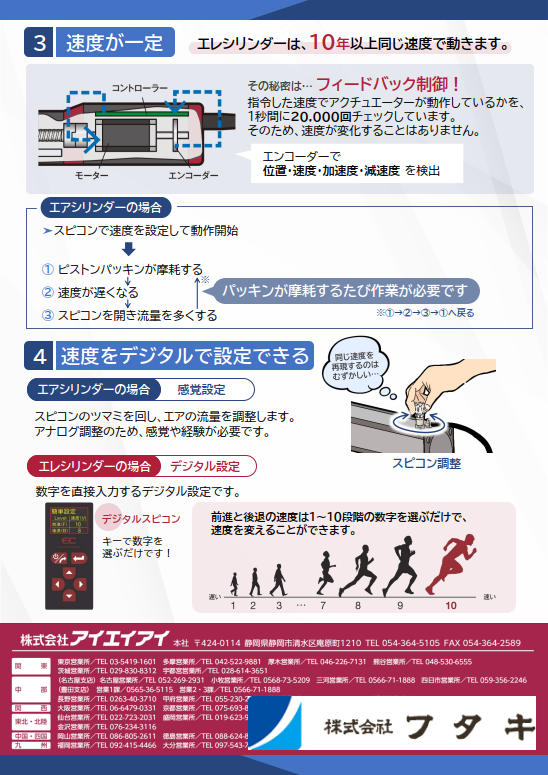
エアシリンダーは、電気信号によってエアの流れが変わり、供給圧が排気圧を超えてから動作を開始します。
そのため、多くの機種では動き出しに0.1秒以上の時間が必要になります。
一方、エレシリンダーは電気信号によってモーターが直接回転する仕組みのため、
信号入力から約6msecで動き出すことができ、動作開始が非常に速いという特長があります。
また停止時の挙動にも違いがあります。
エアシリンダーでは、オートスイッチの検出範囲が広く停止位置の精度が一定ではないため、
停止後のバウンドを考慮して安定化タイマーを設ける必要があります。
一方エレシリンダーでは、設定した目標位置に対して一定範囲に入ると完了信号が出るため、
停止判定を早く行うことができ、装置全体のサイクルタイム短縮につながります。
さらにエレシリンダーは、加速度(A)・速度(V)・減速度(D)を個別に設定できる AVD設定が可能です。
この設定により、動き出しや停止時の衝撃を抑えながら最高速度を高く設定することができます。
また、フィードバック制御によって指令した速度を常に監視しているため、
長期間にわたり安定した速度で動作する点も特長です。
実際の導入事例では、基板製造ラインのはんだ付け工程において、
エアシリンダーを使用した基板搬送のサイクルタイムが往復3.8秒だったものを、
エレシリンダー導入により 往復1.2秒短縮することができました。
この改善により、1日あたり約1時間の生産時間短縮となり、
設備担当者の残業削減や年間144万円の人件費削減につながったという事例もあります。
生産性向上のためには、設備構成を大きく変えるだけでなく、
アクチュエーターの選定を見直すことも有効な手段の一つです。
フタキでも、エレシリンダーをはじめとした設備自動化機器のご相談を承っています。
サイクルタイム短縮や設備改善を検討されている場合は、お気軽にご相談ください。
最後にひとこと
装置の生産性は、アクチュエーターの動き出しと停止の速さで大きく変わることがあります。
詳細カタログはこちらPDF